Vakuumerzeugung
Vakuum nur dann, wenn es gebraucht wird – genau dort, wo es zählt
Vakuumerzeugung: kontinuierliche vs. getaktete Systeme
Die industrielle Vakuumerzeugung kann entweder mit rotierenden Vakuumpumpen für kontinuierliche Hochdurchsatz‑Anwendungen oder mit Venturi‑Vakuumerzeugern für intermittierende Greifprozesse realisiert werden.
Rotationspumpen stellen einen konstanten Saugstrom zur Verfügung, verbrauchen jedoch kontinuierlich Energie. Venturi‑Systeme arbeiten nur bei Bedarf, reduzieren so den Druckluftverbrauch, verkürzen die Reaktionszeiten und ermöglichen eine Installation direkt in der Nähe der Sauggreifer.

KONTINUIERLICHES VAKUUM MIT ROTATIONSVAKUUMPUMPEN
Prinzip der Rotationsvakuumpumpen
Die am weitesten verbreitete Bauart ist die Drehschieberpumpe (siehe Abbildung). Die Schieber werden vom Rotor mit hoher Geschwindigkeit angetrieben und durch die Zentrifugalkraft gegen das Pumpengehäuse gedrückt. Die Luft wird zwischen den Schiebern verdrängt und ausgestoßen; dadurch entsteht am Einlass der Pumpe das Vakuum.
Für niedrige Vakuumniveaus werden auch Sauggebläse bzw. Seitenkanalverdichter eingesetzt, die ähnlich wie Staubsauger arbeiten: Ein Flügelrad, das nicht mit dem Gehäuse in Kontakt kommt, versetzt die Luft mit hoher Geschwindigkeit in Bewegung.
Leistungsbereich von Rotationsvakuumpumpen
Um einen optimalen Wirkungsgrad zu gewährleisten, müssen Rotationspumpen in einem mittleren Leistungsbereich betrieben werden, typischerweise zwischen 1 und 10 kW. Die damit erzeugte Saugleistung liegt deutlich über den normalen Anforderungen industrieller Sauggreifer.
Betrieb, Anwendungen und Praxis
Rotationspumpen werden überall dort eingesetzt, wo über die gesamte Zyklusdauer ein konstanter, hoher Saugvolumenstrom erforderlich ist. Ein typisches Beispiel sind Vakuumverpackungsmaschinen. Im großen Anwendungsfeld der Vakuumhandhabung werden Rotationspumpen dagegen nur selten verwendet – nämlich dann, wenn ein Werkstück während des gesamten Zyklus mit hohem Volumenstrom abgesaugt werden muss.

Rotationsvakuumpumpen – Merkmale
- Konstanter Verbrauch, kontinuierliche Vakuumerzeugung, auch wenn nur zeitweise Bedarf besteht; daher wenig geeignet für getaktete Vakuumanforderungen
- Installation entfernt von den Sauggreifern, da die Aggregate oft sperrig sind, Geräusche und Vibrationen verursachen und daher abgesetzt aufgestellt werden müssen
Typische Anwendungen
- Vakuumquellen für verschiedene Prozessschritte, z. B. Vakuumverpackung
- Spannaufgaben, bei denen der Saugstrom während des gesamten Zyklus hoch bleiben muss (poröse Werkstücke usw.)
Ein typisches Anwendungsbeispiel
Das unten dargestellte Beispiel zeigt einen numerisch gesteuerten Bearbeitungsroboter, der Sauggreifer zum Spannen poröser Platten verwendet. Die Pumpe ist sperrig, laut und verursacht Vibrationen; sie muss daher in einem gewissen Abstand vom Arbeitsbereich der Maschine installiert werden. Sie ist über einen Schlauch mit großem Durchmesser (40 bis 80 mm) angeschlossen, um Druckverluste zu begrenzen, die beim Vakuum kritisch sein können.

GETAKTETES VAKUUM MIT VENTURI‑VAKUUMPUMPEN
Prinzip der Venturi‑Vakuumpumpen
Das Funktionsprinzip beruht auf dem Venturi‑Effekt: Eine Düse mit dem Durchmesser Ø wird mit Druckluft beaufschlagt. Der Luftstrahl reißt Umgebungsluft in seiner Strömung mit, strömt durch die Mischkammer und wird anschließend abgeführt. Dieser Mitreißeffekt der Umgebungsluft erzeugt den Unterdruck, der das Vakuum bildet.
Im Gegensatz zu Rotationsvakuumpumpen, die dauerhaft laufen müssen, können Venturi‑Ejektoren intermittierend betrieben werden – also nur dann, wenn die Sauggreifer tatsächlich Vakuum benötigen.

Düsendurchmesser Ø
Der Düsendurchmesser bestimmt die erzeugte Kraft und damit die Saugleistung:
- 0,5 mm für Mikro‑Sauggreifer
- 0,8–3 mm mit einer Saugleistung von bis zu 450 Nl/min für große Sauggreifer
Mischkammerprofil
Das Profil der Mischkammer definiert das maximale Vakuumniveau des Ejektors.
COVAL bietet zwei Standard‑Vakuumniveaus an:
- 60 % – ideal für poröse Materialien (Einsatzbereich 30 – 55 % Vakuum)
- 85 % – ideal für dichte Materialien (Einsatzbereich 55 – 80 % Vakuum)

Venturi‑Vakuumpumpen – Merkmale
- Verbrauch nur, wenn Vakuum benötigt wird → sehr geringer Energieverbrauch
- Kompakte, leichte Bauform, Installation sehr nah an den Sauggreifern
- Vakuumvolumenstrom und Vakuumniveau werden je nach Anwendung optimiert
Anwendungen
- Alle normalen, getakteten Greifprozesse – insbesondere Anwendungen, bei denen Vakuum nur während eines Teils des Maschinenzyklus erforderlich ist
Betrieb, Anwendungen und Praxis
Venturi‑Vakuumpumpen werden in allen gängigen Anwendungen der Vakuumhandhabung eingesetzt. Da sie kompakt und leicht sind, können sie sehr nahe an den Sauggreifern montiert werden. Das führt zu minimalen Druckverlusten, einem geringen zu evakuierenden Volumen und damit zu kurzen Ansprechzeiten bei gleichzeitig minimalem Energieverbrauch.
Es gibt:
- einfache, pneumatisch gesteuerte Venturi‑Ejektoren, miniaturisiert für die Direktmontage am Sauggreifer

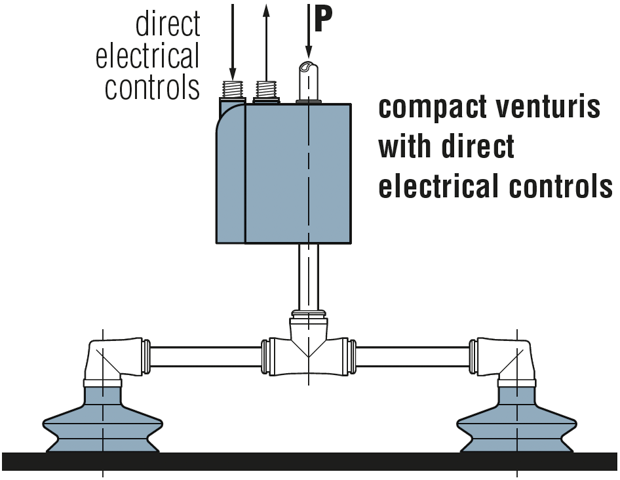
- komplette, elektrisch gesteuerte Venturi‑Systeme für die Installation möglichst nahe an den Sauggreifern